A large number of cold stamping processes are used in the production of automobile stamping parts, which is suitable for the needs of multi variety and mass production of automobile stamping parts industry. In medium and heavy-duty vehicles, most of the covering parts such as body panel, and some load-bearing and supporting parts such as frame, carriage and other auto parts are stamping parts.
The steel used for cold stamping is mainly steel plate and strip, accounting for 72.6% of the total vehicle steel consumption. Cold stamping materials are closely related to the production of automobile stamping parts. The quality of materials not only determines the performance of products, but also directly affects the process design of automobile stamping parts, and affects the quality, cost, service life and production organization of products. Therefore, reasonable selection of materials is an important task It’s an important and complicated job.
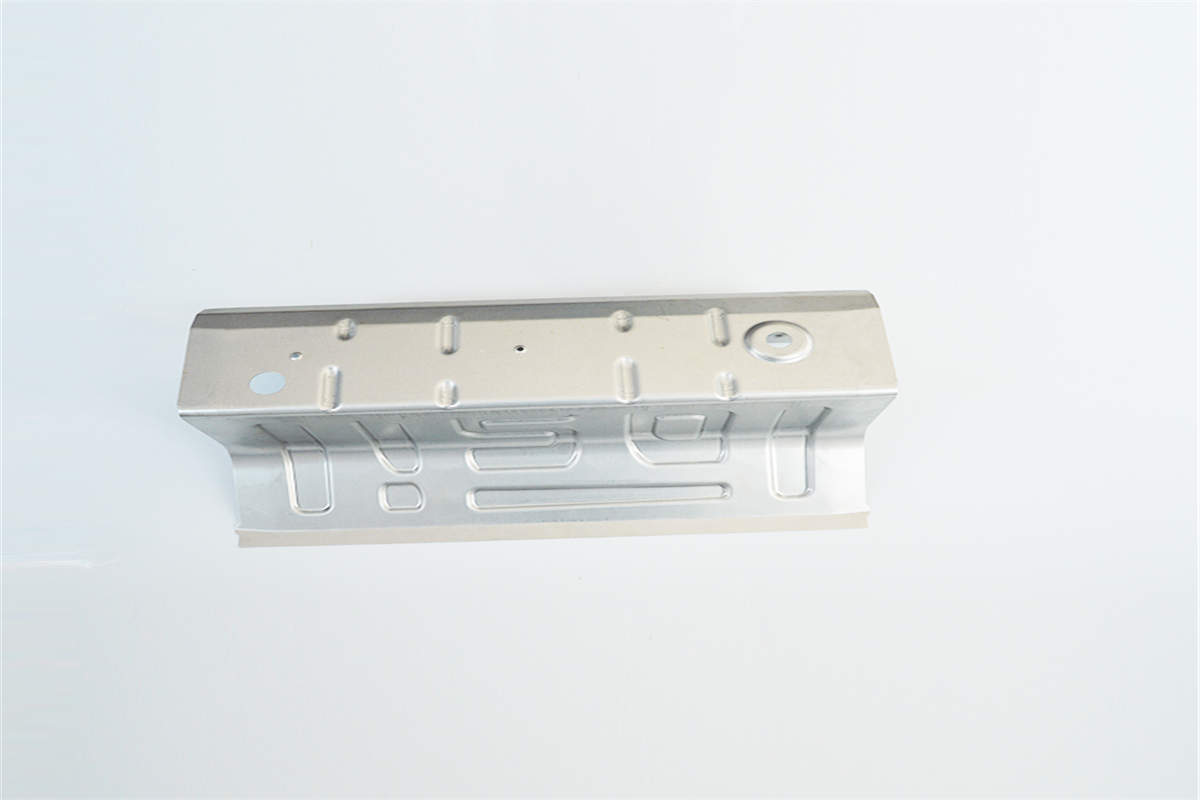
The advantages of stamping parts are to realize the lightweight production of automobile and effectively improve the strength of stamping parts. Moreover, it is formed at high temperature, so it has the advantages of high precision and high-quality molding performance, and there will be no rebound problem. The automobile parts which can be used are three parts: collision beam, safety part and car body structure.
In the selection of materials, first of all, according to the type and characteristics of automobile stamping, the metal materials with different mechanical properties are selected to achieve the purpose of not only ensuring the quality of products but also saving materials.
The following principles should be followed when selecting the material of automobile stamping parts:
A the selected materials shall first meet the requirements of the performance of the automobile parts;
B the selected materials should have good technological properties;
C the selected materials should have good economic performance.
How to prevent metal automobile stamping parts from damage?
Compared with other plastic processing and mechanical processing methods, metal stamping processing method has many unique advantages in economy and technology. This kind of stamping process requires the die to ensure the shape and dimensional accuracy of the metal stamping parts. Generally speaking, it will not damage the surface quality of the stamping parts. At the same time, the service life of this kind of stamping die is longer than that of other dies. Therefore, in the metal stamping process, it can be said that it has the characteristics of stable quality and good interchangeability.
Metal stamping can process some parts with complex shape and large size range. When the cold deformation hardening effect is added to the metal stamping, the strength and stiffness of the metal stamping parts can be improved, and no other heating equipment is needed. It is a kind of energy-saving and material saving processing method, and the cost of metal stamping parts is also very low.
In the industrial production of metal stamping parts, various kinds of presses and special tools are used, and the metal materials are made into products and parts of the required shape by pressure. This kind of special tools are called metal mold, and the service life of stamping products is related to mold mechanism design, heat treatment, surface treatment, maintenance and other factors Often in production, it is necessary to prevent the metal automobile stamping parts from being damaged?
Characteristics of automotive metal stamping parts
1. For the sliding window with a width of more than one meter, or the installation of double glass doors and windows, double roller sliding should be set, or the use of dynamic pulley should be selected.
2. It is better to install hardware with fastening screws and metal lining. Moreover, the thickness of the lining should not be twice as large as that of the fastener pitch. It should not even be fastened in plastic profiles or in non-metal lining.
3. After the installation of hardware accessories, we must pay attention to the maintenance and protection, to prevent the phenomenon of rust erosion, and to ensure that in daily use, we must light off light on, so as not to cause damage to hardware accessories.
4. Aluminum alloy and stainless steel should not be used for the sliding hinge.
5. The models and specifications of the hardware accessories used shall meet the national standard requirements and relevant regulations, and the plastic steel doors and windows shall be selected as the matching materials.
Post time: May-21-2021